
新闻动态
NEWS

开卷校平横剪装备是用于金属卷材进行的开卷、校平、剪切以及码垛等一系列工艺的数控加工生产线。随着计算机技术、自动控制、以及数字技术的飞速发展,数控技术已经成为现代制造技术的重要基础支撑。众所周知,数控技术和数控设备是制造工业现代化的重要标志,数控技术及数控设备的发展直接影响到一个国家的经济发展和工业生产自动化程度,开卷校平横剪装置是数控设备中的典型代表,它具有基础加工设备的特性,设备工作的效率和稳定性的好坏直接制约着企业生产效率的高低,为此,设计效率高、稳定性能好、性价比合适的高端开卷校平横剪装置是促进企业发展、推动国家实现机械制造自动化进程有重要的意义,为此,现对开卷校平横剪设备的控制系统进行设计。
开卷校平横剪装置的基本组成
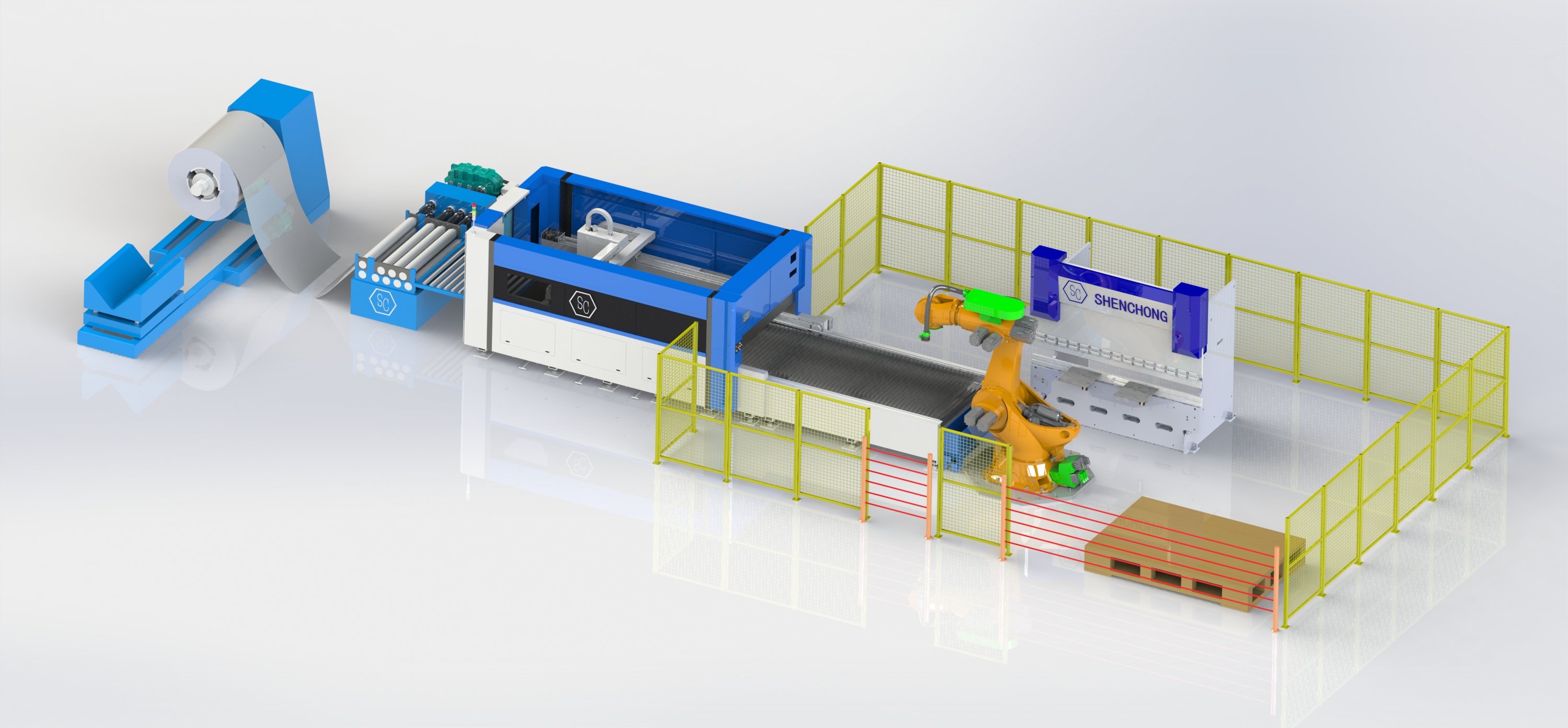
开卷校平横剪装置的基本结构可以分为开卷、校平、剪切三部分来看,剪切主要包含a-上料小车、b-引料压头、c-开卷机辅助支撑架、d-开卷机四部分组成;校平包含图中e-托料架、f-辅助压料棍、g-校平机三部分组成;剪切主要包含图中h-缓冲池、i-定尺送料及纠偏装置、j-横剪剪板机、k-运料带、l-堆料小车五部分组成。
开卷校平横剪装置的工艺流程
开卷校平横剪是将金属卷料加工成具有规定尺寸,能应用于后续使用目的的重要基础设施,要想较好的对总体的控制系统进行设计,首先要清楚开卷校平横剪装置基本的工艺动作流程,然后根据控制系统设计的一般规律进行设计。
通过分析开卷校平横剪装置的基本结构可以知道,首先上料小车将金属卷料运到开卷机卷轴上套好,开卷机辅助支撑架支撑好开卷机机芯,压下引料压头,并且托料架伸出,卷料经托料架,由辅助压料棍压至校平机内部进行校平,校平出来的金属板材经由定尺送料和纠偏装置,此时,剪板机动作切除板材不整齐的边沿,计量长度也从此开始,然后,定尺送进停止,校平机继续校平金属卷料,此时,校平的金属板料经过缓冲桥进入到缓冲池中,当达到一定深度,定尺送进开始送料,剪板机按照预先设定好的长度裁剪板料,裁剪好的板材经过送料皮带,滑落到堆料小车中。
总的来说,开卷校平横剪装置的动作流程主要是依靠液压系统以及电机的各种拖动负载实现的。
开卷校平横剪装置控制软件设计
开卷校平横剪装置控制软件设计的一般原则
设计任何一个系统的PLC控制系统,如同设计任何一种机床电气控制系统一样,其目的都是通过控制被控对象来实现其机械加工的生产工艺要求,提高生产效率和产品质量。因此,在设计PLC控制系统时,应遵循以下基本原则:
(1)开卷校平横剪装置PLC控制系统应能控制设备最大限度地满足开卷校平横剪装置的生产工艺要求。设计前,应深入生产现场进行实地考查和调查研究,搜索资料,并与开卷校平横剪装置的机械设计人员和实际操作人员密切配合,共同拟定开卷校平横剪装置的控制方案,协同解决设计中出现的各种问题。
(2)在满足生产工艺要求的前提下,力求使PLC控制系统越简单、越经济,操作使用及维护维修越方便越好;
(3)要充分保证PLC控制系统的安全和可靠性;
(4)考虑到今后开卷校平横剪装置加工生产的可持续发展和开卷校平横剪装置的不断改进,在配置PLC 硬件设备时应适当留有一定的扩展裕量。
开卷校平横剪装置控制的主要内容
开卷校平横剪装置PLC控制系统是由PLC与开卷校平横剪装置的输入、输出设备连接而成的。因此,开卷校平横剪装置的PLC控制系统设计的基本内容应包括以下主要内容:
(1)选择开卷校平横剪装置输入设备(按钮、操作开关、限位开关、传感器等)、输出设备(继电器、接触器、信号灯等执行元件)以及由输出设备驱动的控制对象(电动机、电磁阀等)。这些设备属于一般的电气元件,由于篇幅限制,对于电气元件的选择本文不做详细介绍。
(2)PLC的选择。PLC是PLC控制系统的核心部件。正确选择PLC对于保证整个系统的技术经济性能指标将起着重要的决定性作用。选择PLC主要包括机型、容量的选择以及I/O模块、电源模块等的选择。目前,PLC种类繁多,应用范围较广,常用的PLC主要有A-B施耐德、欧姆龙、三菱、西门子等诸多品牌,考虑到较好的带载能力、较强的抗干扰能力、良好的性价比,故选择三菱FX2N系列的PLC.
(3)分配I/O点,绘制PLC的实际接线图。
(4)控制程序设计,包括控制系统流程图、状态转移图、梯形图、语句表(即指令字程序清单)等的设计。控制程序是控制整个开卷校平横剪装置工作的软件,是保证开卷校平横剪装置工作正常、安全、可靠的关键。因此,设计的开卷校平横剪装置的控制程序必须经过反复调试、修改,直到满足开卷校平横剪装置生产工艺要求为止。
(5)必要时还要设计开卷校平横剪装置控制台(柜)等。
对于钣金生产线中开卷校平横剪,其控制系统的设计首先要知道整个系统的工作以及动作流程,然后设计总体的流程,最后实现对开卷校平横剪的总体控制。本文涉及的开卷校平横剪装置,设计思路满足总体设计要求,能达到较好的经济效果。





