在现代制造业中,
折弯自动化加工系统通过高效的流程设计大幅提升了生产效率。
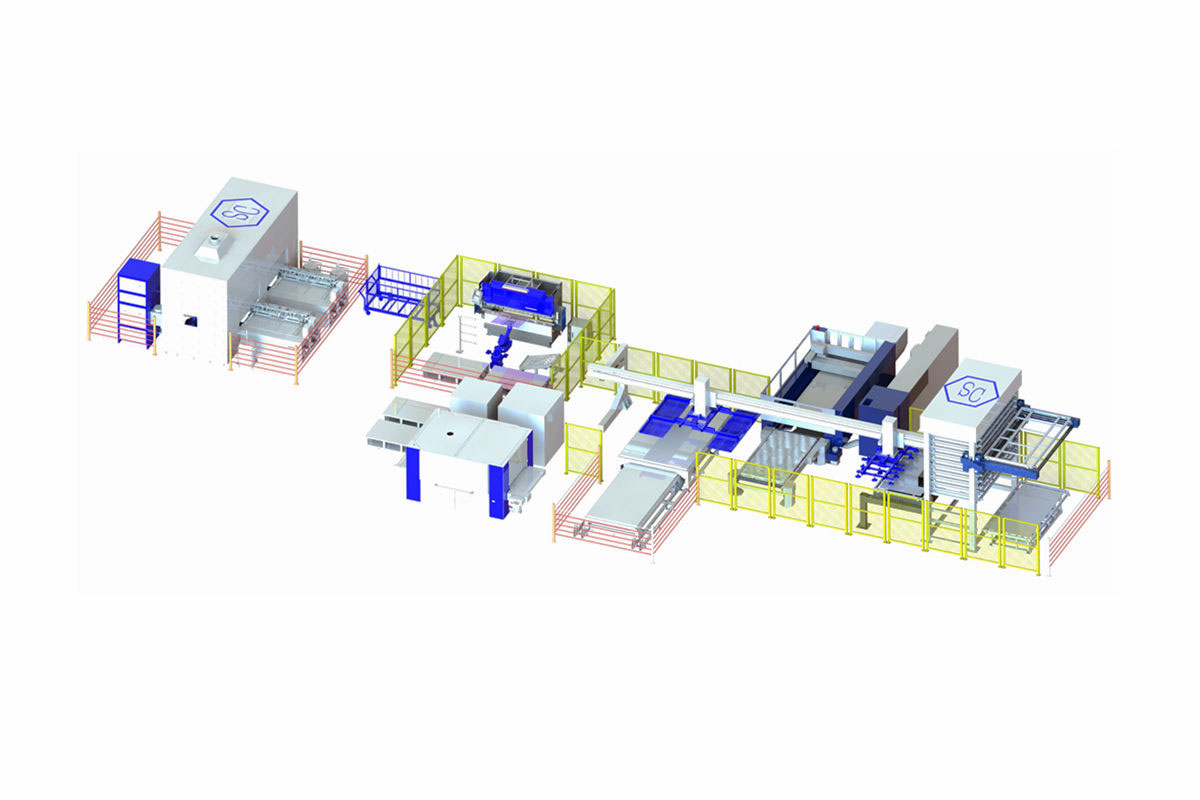
一、折弯自动连续加工流程:高效循环的批量化生产
该流程以连续化、无人值守为核心目标,适用于大批量板料加工场景,其具体步骤如下:
-
启动加工按钮:操作人员确认设备就绪后,触发加工指令。
-
系统检测板料:通过传感器检测板料是否已正确放置于加工区域。
-
全自动加工启动:进入加工模式,机器人及设备按预设程序协同作业。
-
异常报警机制:若加工过程中出现板料耗尽或成品码垛已满,系统将通过指示灯与蜂鸣器发出警报,提示人工干预。
-
人工干预与恢复:
-
补充待加工板料或清空成品区;
-
再次按下启动按钮,系统重新进入循环加工状态。
流程特点:
-
高度依赖自动化设备,可实现24小时连续生产;
-
报警机制确保生产中断时快速响应;
-
适用于标准化程度高、批量大的产品加工。
二、单件加工流程:精细化控制的单元化操作
该流程针对单件产品的精密加工需求,强调工序间的精准衔接,具体步骤为:
-
准备工作:确保待加工板料与成品摆放台就位,启动系统。
-
机器人抓料:机器人从上料系统抓取板料。
-
对中定位:将板料放置于对中系统,完成位置校准。
折弯与跟随加工:
-
机器人将板料送至折弯机,执行首次折弯;
-
通过翻面系统调整板料方向,进行二次折弯,确保双面加工精度。
-
成品下料:机器人将完成品放置于下料系统,完成单件加工循环。
流程特点:
-
工序复杂但高度可控,适用于定制化或高精度产品;
-
折弯机器人全程参与,减少人为误差;
-
翻面系统与多工序协同,保障加工质量一致性。
三、流程对比与应用场景
自动连续加工:
优势:效率高、人工干预少,适合标准化大批量生产(如金属钣金件、建材等)。
局限性:依赖稳定的物料供应,灵活性较低。
单件加工:
优势:灵活适应复杂工艺,满足小批量定制需求(如精密零件、实验性产品)。
局限性:单件周期长,设备利用率相对较低。
折弯自动化加工流程的设计需紧密结合生产需求。自动连续加工与单件加工代表了制造业中“规模化”与“精细化”的两极,企业可根据产品特性、订单规模及工艺复杂度灵活选择。随着智能技术的发展,两种流程的融合,如柔性生产线将成为未来趋势,进一步推动制造业的智能化升级。