
新闻动态
NEWS

板厚2mm折弯角度120度折弯外部半径30中性层半径29,圆弧折弯我们算展开取中性层的弧长。所以算折弯刀数及每刀折弯角度也按中性层弧长算中性层距边的距离为板厚的一半。
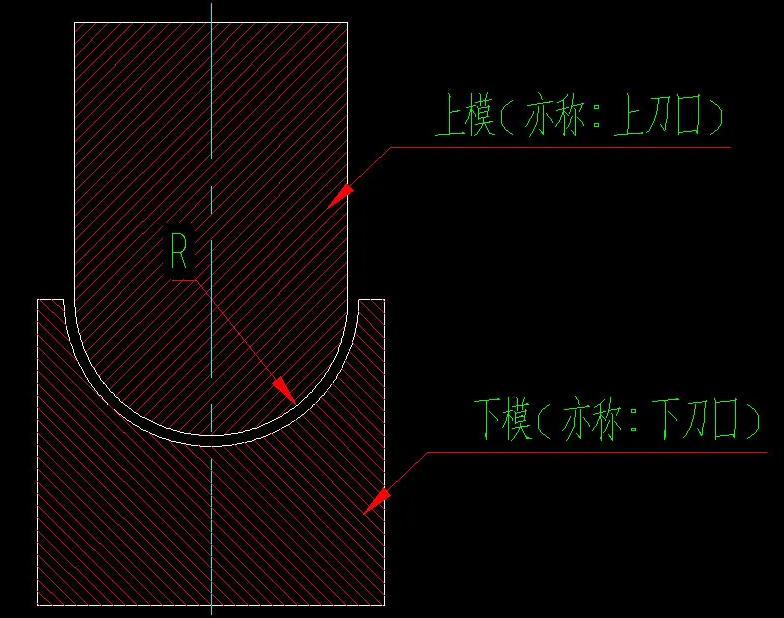
上图中圆弧折弯要折多少刀,每刀的折弯角度多少?
如果每刀进2mm
折弯刀数=弧长/2mm=30.37/2=15
折弯刀数15
折弯角度
=180- {(2/弧长)X(180-折弯角度)}=180-{(2/30.37)X60}=176
每刀折弯角度176度
如果折弯操作的时候没法量弧长也可以按照下面公式计算
折弯角度=180-{(2/3.14X中性层半径)X180}=180-{(2/3.14X29)X180}=176
如果每刀进3mm就把上面公式里的2换成3
当然上面公式是理论计算公式。实际加工中再根据上面公式计算出来的结果调整。

数控折弯机折圆弧需要有配套的模具,然后计算R和板材的伸拉性质,最好上图纸,专业人员帮你算;
如果您不会计算,可以联系无锡神冲锻压机床的技术工程师:0510-83208980,公司专业生产智能化折弯机。





