全自动激光拼焊生产线把激光切割、折弯、自动拼装和焊接这些步骤合在了一起。它最主要的优点是,焊接时加入的热量可以被控制到最低水平。因为热量少,材料受热影响而变化的区域就很小。同时,因为热量传导而造成的材料变形也被降到了最低。
在设备方面,焊接头的位置控制得非常准。整台机器在快速移动时,依然能保持很好的稳定性和精度。机器的移动部分用了齿条或者滚珠丝杆这样的传动装置来带动焊接头。驱动这些部件的则是步进电机。
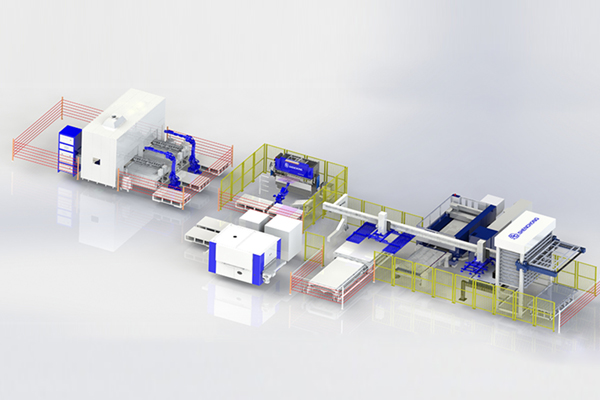
激光焊接机在全自动激光拼焊生产线里的应用
谈到焊接的质量,这条生产线用的是很成熟的激光焊接技术。焊接的线性度误差不超过正负零点零二毫米。为了保证工件在焊接时不会乱动,工装夹具使用了电磁阀吸紧的方式,这样工件就能被牢牢固定住。生产线还配有一套特别的降温循环水系统,它的作用是让工件在焊接过程中能快速冷却下来。此外,设备还加装了焊接追踪系统,这些设计一起确保了焊接的最终品质。
这种焊接方式不需要用到电极。没有了电极,自然就不用担心电极会污染工件,或者电极本身出现损耗。另外,因为它不是依靠电极接触来焊接的,所以机器本身的损耗和变形也非常小。
激光束可以被聚焦到一个很小的点上,所以它可以焊接那些体积小,或者彼此离得很近的零件。
在提高生产效率方面,这台设备的设计也有考虑。它的上下料机构和焊接头的运动机构是分开控制的。更重要的是,它采用了双工位的设计。这意味着,当一边在进行上下料操作时,另一边可以同时进行焊接。这样机器就一直处于工作状态,不会因为上下料而停下来等待,大大提高了设备的使用效率。
关于激光的传输,整台设备的光路系统用的是光纤。这根光纤从激光器一直连接到焊接头,整个光路是全封闭的柔性设计。这种设计的好处是,基本不需要日常维护。
综合这些特点,这种设备很方便集成到自动化生产线中,用来进行高速焊接。它也可以通过多轴控制,或者用电脑来编程操作。
从整体来看,这条生产线把激光切割、折弯、自动拼装和焊接整合在一起,形成了一个连贯的流程。这样做可以减少工件在不同工序之间搬运和重新定位的次数。每一次搬运和重新定位都可能引入误差,所以减少这些步骤本身就有助于提高整体的加工精度。
激光切割和激光焊接都属于高能量密度的加工方式。它们的特点是加工速度快,对材料的热影响区域小。这种热影响小的特点,对于薄板材料的加工尤其重要。如果热量太大,薄板很容易发生变形。在这条生产线中,激光切割后的板材通过自动拼装,直接进入焊接工序。由于前期的切割精度很高,板材的边缘已经达到了很高的平整度,这为后续的拼装和焊接打下了很好的基础。
在拼装环节,工装夹具的设计起到了关键作用。电磁阀吸紧的结构可以在焊接过程中提供持续且稳定的夹持力。这种夹持力可以抵抗材料在受热时产生的微小应力,防止工件在焊接时发生位移。而降温循环水系统则从另一个方面控制变形。它让工件在焊接后能迅速把热量带走,减少热量在工件内部的积累时间。热量积累时间短了,工件整体的温度变化就小,变形自然也就小了。
焊接追踪系统是另一个保证质量的重要环节。在自动焊接过程中,工件的位置可能会因为各种原因出现微小的偏差。追踪系统可以实时检测焊接头与工件焊缝之间的位置关系。一旦检测到偏差,系统会快速调整焊接头的位置,确保焊接始终沿着正确的路径进行。这种闭环的控制方式,是实现焊接线性度误差≤±0.02mm的关键之一。
最后,双工位的设计体现了对生产节拍的优化。在现代生产中,设备闲置是效率低下的一个重要原因。双工位让“准备工件”和“焊接工件”这两个动作可以同时进行。这样一来,焊接头始终处于工作状态,设备的时间利用率就得到了显著提升。