钣金加工行业中,激光切割的高效性、精准性与钣金料库的智能化、集约化相结合,是实现规模化、自动化生产的核心配置。为规范
钣金料库与激光切割机的联动操作,明确各环节运行标准,保障生产安全、提升加工效率、确保产品质量,特制定本工艺流程,详细说明整套系统的运行逻辑、操作规范及核心要求。
详细工艺流程
1.智能化控制系统与全自动循环运行
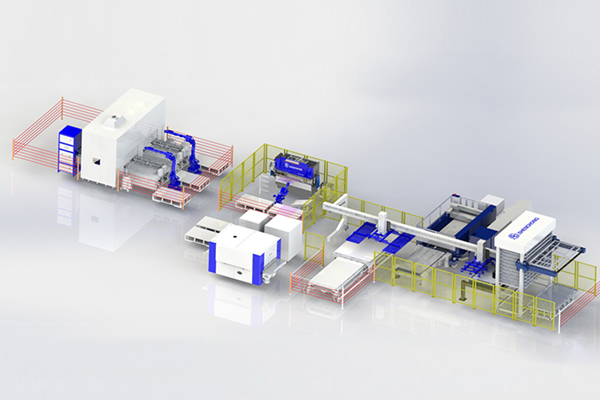
系统配备智能控制系统,实现激光切割主机与上下料装置的协同作业。全自动运行流程包括:“上料台预上料→吸盘吸附板料→校正平台对板料进行位置校正→吸盘将板料上料至切割区→交换工作台→板料寻边→激光切割→交换工作台→成品下料至分拣区”。
系统支持两种操作模式:
自动模式:切割循环自动连续运行,无需人工干预。
离线模式:仅完成一个切割循环,适用于调试或特殊工况。
2.故障下的手动上下料与单机自动运行
当自动上下料系统发生故障时,系统应支持手动上下料方式。在此模式下,激光切割主机配合产线任务指派软件仍可完成单机自动运行,具体流程为:“交换工作台→寻边→切割→交换工作台”,实现单循环自动化操作,保证产线在故障状态下具备基本的连续生产能力。
3.任务单分组排序与控制系统自动分配
产线任务指派软件可依据板材厚度对排版生成的加工程序进行分组排序,并生成统一任务单。任务单导入控制系统后,系统自动读取任务单中的板厚、材质、加工程序等关键信息,并据此为激光切割机自动分配任务。同时,系统可根据激光切割机的实时运行状态(如加工进度、空闲/占用情况)动态调整任务分配,以提升整体效率。
4.产线监控管理与生产报表导出
产线监控管理系统需具备数据记录与报表导出功能,能够实时记录激光切割机的运行信息,并生成生产报表。报表内容应至少包括:
板材信息(材质、厚度、规格)
切割程序物料号
物料数量
开始时间与结束时间
实际切割时间
设备使用率
此外,系统应支持对整条生产线的实时监控与管理,便于生产调度与绩效分析。
5.料库自动识别板材信息与匹配切割程序
料库系统能够自动识别当前切割程序所对应板材的材质、厚度等信息。在切割过程中,系统自动从料库中选择匹配的板料。当程序发生材质切换时,系统无需人工干预即可自动完成料库中对应板材的切换。
6.预上料自动准备功能
料库系统根据控制系统的任务分配,自动识别下一道加工程序所需的钢板规格,并提前将其取出并放置在预上料工作台上,以缩短上料等待时间,提高产线连续运行能力。
7.加工单自检与缺板提醒
料库系统可根据当前加载的加工单进行自检,自动核对所需板材是否齐全。若检测到缺板,系统应发出明确的提醒信号(如声光报警或界面提示),由人工及时补充相应板材。
8.板材材质与厚度自动识别及人工补料信息维护
料库具备对板材材质、厚度等信息的自动识别能力。切割过程中,系统可根据切割程序要求自动选择料库中对应的板材,并在板材切换时自动完成料库出料调整。
当人工向料库中补充原材料时,操作人员可通过控制系统操作界面手动录入所补板材的相关信息(材质、厚度、规格、数量等),系统自动更新库存信息,确保后续自动选料的准确性。
9.生产任务动态调整与异常自动调配
在加工过程中,若出现生产任务的增加、删除、紧急任务调整,或设备发生异常(如故障、停机),产线任务指派软件应能够在不需人工干预的情况下自动进行任务调配。当设备功能恢复正常后,系统应自动恢复按原有逻辑进行任务分配,保证生产连续性与柔性。
10.首次开机自动检测板料与效率优化
在首次开机加工时,系统应自动检测激光切割机工作台上是否存在板料。依据检测结果,按设备效率最大化的原则决定是否立即开始上板加工,避免无效动作或空运行,提高开机效率。
11.避免集中上料与集中下料
在自动分配生产任务时,系统应合理规划上料与下料时序,避免出现集中上料或集中下料的现象,防止因此造成的设备等待或物料拥堵,保证生产节拍平稳。
12.整线节拍合理与设备利用率最大化
整套钣金料库与激光切割机流水线应保证各工序之间的节拍匹配合理,避免因上下料、切割、分拣等环节时间不均衡导致设备待机。系统应持续优化运行节拍,确保激光切割机的设备利用率最大化,实现高效、连续、稳定的自动化生产。
本工艺流程涵盖了钣金料库与激光切割机联动运行的全环节,从板料准备、任务分配、切割加工到监控管理、应急处理,形成了闭环式管控体系。严格遵循本流程操作,可充分发挥整套设备的智能化优势,有效提升生产效率、保障切割精度、降低生产成本,同时确保生产过程有序、安全、高效推进,为钣金加工规模化生产提供可靠支撑。后续可根据生产需求及设备升级情况,对本流程进行优化完善,进一步提升生产线的综合效能。